
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

电 话:13928862099
联系人:郭小姐
邮 箱:tg13928862099@139.com
地 址:广州市番禺区桥南街草河工业区北六路
网 址:www.tiege.cn

全自动多层板压贴生产线胶箱或辊涂系统的使用⑴、冷胶箱的操作方法: ①、胶箱的卸法:将胶箱平稳上抬,胶箱自然脱离平台。②、胶层厚度的调整:将胶箱两侧下部的升降螺栓转动即可调整胶层厚度。 ⑵、辊涂装置的使用:转动胶盒上的刮胶轴可调整涂胶层厚度。转动调节手柄,顺时针转动,胶层加厚;逆时针转动,胶层变薄。直到涂胶均匀。膜片安装与涂胶调整,把裁好的膜片安装到挂膜轴上,调整好位置,把胶箱掀起,膜片经过上导膜辊,穿过胶箱底部缝隙,把胶加到胶箱里,拉开斜铁,距离稍窄于膜片宽度。调整胶盒前端两侧的螺丝,控制涂胶的厚度。全自动多层板压贴生产线快盈lV500涂胶的厚度根据胶的类型而定,一般每平方米用胶50-100克。
全自动多层板压贴生产线在行业中的应用也逐渐广泛,那包覆机的日常维护工作也应该别人们重视起来,下面包覆机厂家就为大家介绍下包覆机的维护这项比较重要的工作。包覆机主要是用在木工机械行业中的一种设备,一般是用来对各类线条上面贴上去一些PVC材料,哈有实木皮等作用。另外像一些发泡材料,以及铝塑型材等都可以使用包覆机。另外多层板压贴生产线快盈lV500还可以取代原来的油漆工艺,在窗帘杆,相框,扣板等行业中都可以使用它。包覆机大部分都可以通过成型压轮的方式运行,可以通过先进的技术把各类装饰材料稳固的粘到基材上面,使用包覆机可以生产质量较好的覆膜,而且包覆材料有很多,像木线条,铝型材,PVC等都是使用较多的包覆材料。

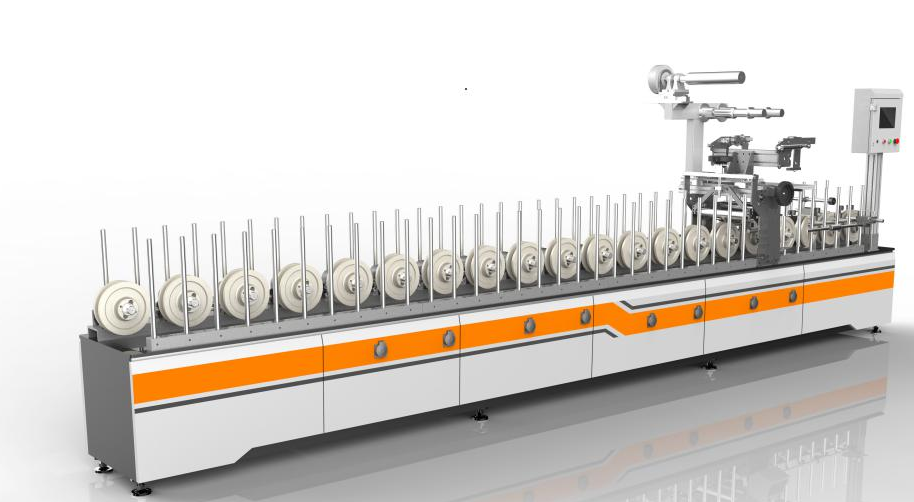
一、全自动多层板压贴生产线工作原理:采用各种成型压轮,模拟手工贴面动作,将表面装饰材料贴附于基材表面,一般选择型材的中心线或最高点或者最低点作为起点,将压轮沿型材表面轮廓,逐点、顺次固定位置,形成型材轮廓的包络线。当型材按输送方向运动时,已涂胶的装饰材料经过压辊、成型轮的逐点碾压,实现二者的复合工作。 二、全自动多层板压贴生产线包覆材料:1、基材:木线条、中密度板、木塑、塑钢、PVC、铝型材等线条。基材要求:为规则线型材,可以有沟槽、曲面,但每一个点纵向必须为直线,有一定的耐压性,长度一般为40厘米以上至无限长。2、贴面材料:PVC装饰膜、装饰纸、实木皮、波音板、复合铝薄膜等。宽度根据基材需要和所选机型确定,一般为50厘米以下。 如300型万能包覆机最宽覆膜宽度为30厘米。一般成卷使用。

1、全自动多层板压贴生产线真空覆膜机的应用大大提高了机器的工作效率,有效保证了产量;工作台由动力电机带动进出加温箱、自动吸塑成型、自动升温、自动加压,自动化程度更高,操作更加简单便捷。2、包覆机覆膜机的机身工作台面采用的是高强度钢板,在高温下不变形,有效保证工件的平整度和稳定性。 真空覆膜机3、包覆机真空泵一般采用的都是国内知名品牌真空泵,气压可达30L/S,可使工作仓内气压迅速达到工作要求气压,极限压力可达到-0.1MPa。4、全自动多层板压贴生产线控制台面自动进出的电机采用缓冲装置,很大的进出速度能达3m/s。

包覆机的调速方法:1、 确定本机操作人员2-3名,设备应安装在环境洁净、地面平整的车间里。设备到位后,把机上的附件取下,按装箱单清点、核实。2、调节地脚螺栓,使其均匀受力,使机身达到水平状态。包覆机3、 检查设备在运输途中有无磕碰损坏。4、电源:本机采用380V三相四线制电源。电源线应大于2.5mm?,电源进线最右边一根为零线。全自动多层板压贴生产线本机按接地标准安装接地线。打开电源检查电机、加热器、照明等是否正常。包覆机调试:型材定位:取一根制作好的型材,要求:不能弯曲或有扭曲现象,放到床身输送轮上,根据型材宽度、形状及包覆的要求,调整两排输送轮之间的距离;调整靠尺和平台的宽度和高度,使之适合型材的包覆要求;安装两边导向轮,使型材与输送轮运动方向平行。

全自动多层板压贴生产线首先要从施工现场来说,施工现场要保持干净整洁的环境,避免灰尘进入涂胶系统,造成涂胶质量下降,第一次使用两个月后,应该对减速机部件更换润滑油,以后每半年更换一次,如果工作量非常大的话也需要经常的更换,这个时间可以自己把握以下,大约是2-3个月。其次就是每次完成工作之后要把机器总电源断掉,一面造成不不要的麻烦,使用过程中如果出现零部件损坏的情况,要及时通知专业维修人员,以免耽误了最佳维修时期,不能自己盲目的拆卸,多层板压贴生产线避免造成更严重的损坏。所以,在日常使用中的维护和保养非常重要,请大家一定要重视起来,这样要比花大笔的维修费可要划算的都呢。


 地址:广州市番禺区桥南街草河工业区北六路
地址:广州市番禺区桥南街草河工业区北六路 快盈lV500 电话:020-22869830
快盈lV500 电话:020-22869830 邮箱:tg13928862099@139.com
邮箱:tg13928862099@139.com