
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

电 话:13928862099
联系人:郭小姐
邮 箱:tg13928862099@139.com
地 址:广州市番禺区桥南街草河工业区北六路
网 址:www.tiege.cn

全自动自动上下料机械首先要从施工现场来说,施工现场要保持干净整洁的环境,避免灰尘进入涂胶系统,造成涂胶质量下降,第一次使用两个月后,应该对减速机部件更换润滑油,以后每半年更换一次,如果工作量非常大的话也需要经常的更换,这个时间可以自己把握以下,大约是2-3个月。其次就是每次完成工作之后要把机器总电源断掉,一面造成不不要的麻烦,使用过程中如果出现零部件损坏的情况,要及时通知专业维修人员,以免耽误了最佳维修时期,不能自己盲目的拆卸,自动上下料机械快盈lV500避免造成更严重的损坏。所以,在日常使用中的维护和保养非常重要,请大家一定要重视起来,这样要比花大笔的维修费可要划算的都呢。

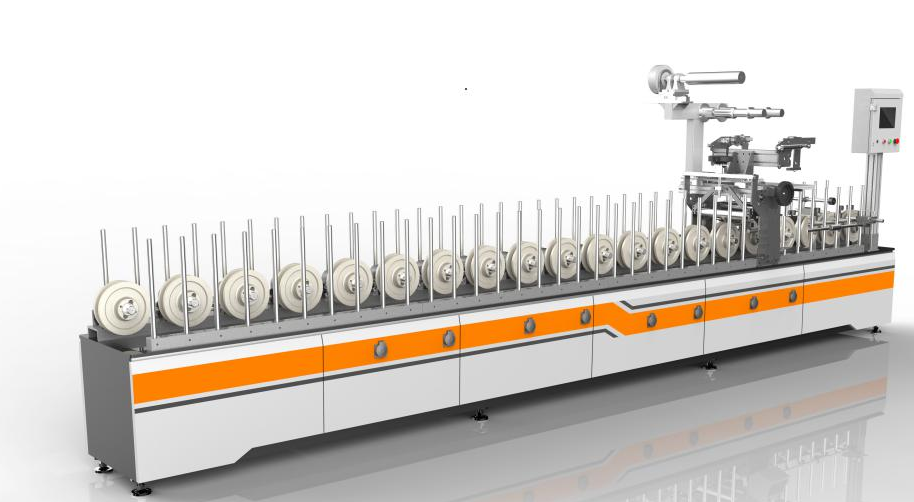
全自动自动上下料机械厂家上胶部分。上胶部分装有调理设备以调理上胶量的多少,满意不同印件的要求,上胶辊选用橡胶辊或钢辊。2、包覆机厂家烘道部分。烘道一般长2~3m。覆膜机的烘道口设有红外灯管和电风扇。自动覆膜机烘道上部还有大功率的电热管及排风扇,温度可以调理,以使粘合剂干燥及扫除废气。3、包覆机厂家热压部分。这部分是覆膜的关键,直接关系到覆膜产品的粘结牢度。热压原理是粘合剂在融熔状态下可以很快地滋润和进入到印件表层中,然后获得牢固的结合界面层。热压部分由一组滚筒组成。其中一只空心金属滚筒,内装电热管,温度可自操控。自动上下料机械这组滚筒压力可以调理。包覆机覆膜就是将塑料薄膜涂上粘合剂,将其与以纸张为承印物的印刷品,经橡皮滚筒和加热滚筒加压后合在一起,构成纸塑合一的产品。
全自动自动上下料机械胶箱或辊涂系统的使用⑴、冷胶箱的操作方法: ①、胶箱的卸法:将胶箱平稳上抬,胶箱自然脱离平台。②、胶层厚度的调整:将胶箱两侧下部的升降螺栓转动即可调整胶层厚度。 ⑵、辊涂装置的使用:转动胶盒上的刮胶轴可调整涂胶层厚度。转动调节手柄,顺时针转动,胶层加厚;逆时针转动,胶层变薄。直到涂胶均匀。膜片安装与涂胶调整,把裁好的膜片安装到挂膜轴上,调整好位置,把胶箱掀起,膜片经过上导膜辊,穿过胶箱底部缝隙,把胶加到胶箱里,拉开斜铁,距离稍窄于膜片宽度。调整胶盒前端两侧的螺丝,控制涂胶的厚度。全自动自动上下料机械涂胶的厚度根据胶的类型而定,一般每平方米用胶50-100克。

全自动自动上下料机械就是讲塑料薄膜涂上粘合剂,最后形成纸塑合一的产品。塑料薄膜可以延长印刷品的使用寿命,同时又能起到防水、防污、耐磨、耐折等特点。但是在废纸回收市场却不是很看好,因为这添加的生产工序和流程,反而价格没有报纸高。涂膜覆膜机可以分为自动和半自动两种,工作工艺上都是按照放卷→上胶涂布→干燥→复合→分切→成品堆积等步骤进行。具体操作流程如下:第一步: 加温。开机前。开启机器辊筒加热,使辊筒温度爿高到覆膜要求 ( 一般为 50 -65 ℃ )目的使胶液循环均匀。第一步:启动胶泵。开启胶泵开关。第二步:上膜。上膜时一定要把塑料薄膜的处理面和胶辊接触。第三步:敲纸。将纸边经翻转敲压成等距离且呈扇形的挺而硬的折痕。第四步: 配制黏合剂。第五步:调节上胶辊与涂胶辊间的工作间隙。 以保证润滑良好。

全自动自动上下料机械热裱的要求相对于冷裱就高了很多。首先较高的温度就要求机器具有较高的配置,热裱机的胶辊采用进口硅胶材质,耐高温、弹性好、老化周期较长、温控跟精准,超高质量胶辊增加预涂膜的受热时间,并且受热均衡,覆出来的膜平整光亮,无气泡和褶皱的现象,光膜的亮度更高,哑膜的颗粒感更加细腻。全自动自动上下料机械热裱机是把热裱膜通过加温后覆在被覆材质上的一款新型覆膜设备,也叫冷热裱一体机。随着时代的进步,一些老的冷裱工艺慢慢的被热裱所取代。但会有很多人有所顾虑冷裱和热裱有什么差距?热裱的效果又会怎样呢?美孚覆膜机,传统的冷裱机利用上下两根滚轴的机器,通过加压直接将有粘性的PVC膜黏贴在pp背胶、相纸、不干胶、灯箱片、油画布、灯布、泡沫板等广告材料上。

全自动自动上下料机械在安装好后是需要调试的,对于包覆机安装后调试的方法,应该注意什么,以及包覆机在调试的过程中应该注意什么,下面看看包覆机厂家教您的方法:1、型材定位:取一根制作好的型材,要求:不能弯曲或有扭曲现象,放到床身输送轮上,根据型材宽度、形状及包覆的要求,调整两排输送轮之间的距离;调整靠尺和平台的宽度和高度,使之适合型材的包覆要求;安装两边导向轮,使型材与输送轮运动方向平行。2、压轮的安装调整:根据型材表面轮廓安装调整小压轮,一般选择型材中心线或截面、轮廓主要曲线的最高点或最低点,沿型材轮廓线逐点过渡、碾压。全自动自动上下料机械使型材与膜片复合在一起。安装小压轮要使线条受力平衡,左右同时进行。上面有压轮,底部就必须安装承托轮,使线条上下左右受力平衡。否则会使线条接头处出现不实等现象。大平面,可用小压轮从中心逐渐向两边过渡碾压,在90°转角处需用小压轮3次逐渐转角。形状复杂的线条,小压轮需排列自然,不可强行成型。特别是装饰纸的贴覆,更应自然、流畅。


 快盈lV500 地址:广州市番禺区桥南街草河工业区北六路
快盈lV500 地址:广州市番禺区桥南街草河工业区北六路 电话:020-22869830
电话:020-22869830 邮箱:tg13928862099@139.com
邮箱:tg13928862099@139.com