
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

快盈lV500电 话:13928862099
联系人:郭小姐
邮 箱:tg13928862099@139.com
地 址:广州市番禺区桥南街草河工业区北六路
网 址:www.tiege.cn

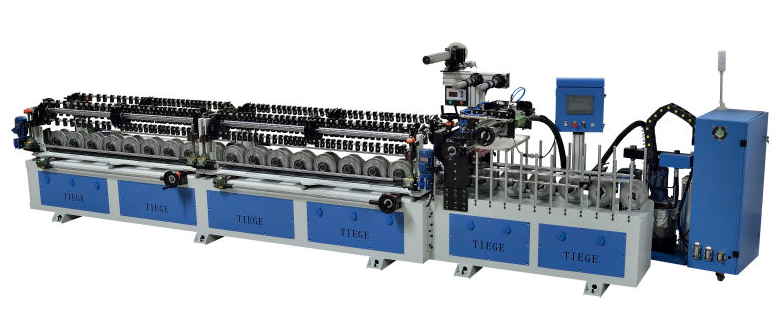
覆膜机就是一种将塑料薄膜涂上粘合剂,全自动双面包覆生产线将其与纸张为承印物的印刷品,经橡皮滚筒和加热滚筒加压后合在一起,形成纸塑合一的产品。其分类可分为涂型覆膜机和预涂型覆膜机,全自动双面包覆生产线经过覆膜的印刷品,由于表面多了一层薄而透明的塑料薄膜,表面更加平滑光亮,不但提高了印刷品的光泽度和牢度,延长了印刷品的使用寿命,那么在覆膜时,怎样可以减少膜的用量呢?

全自动双面包覆生产线安装:1、 确定本机操作人员2-3名,设备应安装在环境洁净、地面平整的车间里。设备到位后,把机上的附件取下,按装箱单清点、核实。2、调节地脚螺栓,使其均匀受力,使机身达到水平状态。3、 检查设备在运输途中有无磕碰损坏。4、电源:本机采用380V三相四线制电源。电源线应大于2.5mm²,电源进线最右边一根为零线。本机按接地标准安装接地线。打开电源检查电机、加热器、照明等是否正常。调试:1、型材定位:取一根制作好的型材,要求:不能弯曲或有扭曲现象,放到床身输送轮上,根据型材宽度、形状及包覆的要求,调整两排输送轮之间的距离;调整靠尺和平台的宽度和高度,使之适合型材的包覆要求;安装两边导向轮,使型材与输送轮运动方向平行。
全自动双面包覆生产线可以分为自动和半自动两种,工作工艺上都是按照放卷→上胶涂布→干燥→复合→分切→成品堆积等步骤进行。全自动双面包覆生产线具体操作流程如下:第一步: 打开烘道、收料、排风的开关。同时可把应添加机油、黄油的部位按规定要求加注机油、黄油。第二步:检查纸张输送带前方小胶辊的间隙是否一致。第九步:打压力、送膜、切边。 两手根据印刷品的幅面,第三步:调规矩。松开规矩固定螺钉。同时向前推或向后推,保证纸张在输送带上的运行方向与热压辊筒保持垂直,平稳地进入复合热压机构,同时还要使塑料薄膜合适地压在印刷品上,既不虚膜又不跑边。温度是否符合工艺要求,第四步:检查机器。检查机器各部位运转是否正常。开关是否全开。一切正常后,才能进行压胶。迫使薄膜平稳地与涂胶辊接触,第五步:压胶。压胶是旋动压力装置。以保证胶液均匀连续地涂布在塑料薄膜上。第十四步:步收卷,检查复合质量。

包覆机的调速方法:1、 确定本机操作人员2-3名,设备应安装在环境洁净、地面平整的车间里。设备到位后,把机上的附件取下,按装箱单清点、核实。2、调节地脚螺栓,使其均匀受力,使机身达到水平状态。包覆机3、 检查设备在运输途中有无磕碰损坏。4、电源:本机采用380V三相四线制电源。电源线应大于2.5mm?,电源进线最右边一根为零线。全自动双面包覆生产线本机按接地标准安装接地线。打开电源检查电机、加热器、照明等是否正常。包覆机调试:型材定位:取一根制作好的型材,要求:不能弯曲或有扭曲现象,放到床身输送轮上,根据型材宽度、形状及包覆的要求,调整两排输送轮之间的距离;调整靠尺和平台的宽度和高度,使之适合型材的包覆要求;安装两边导向轮,使型材与输送轮运动方向平行。

PUR贴面机电气控制柜操作面板,在开机时,全自动双面包覆生产线先将电柜内的总电源开关及控制电源开关打开。拨动马达开关,主机变频器通电后,按下启动按钮,主电机即可进入调速运转状态,此时通过调节变频器控制面板上的按钮就可以调整机器转速以达到满意状态了。PUR贴面机调节工作也是相当重要的,它能使我们的设备在运行前达到一个最佳状态,为生产打下良好的基础。首先要将表纸和底纸分别装上纸架,并进行表纸与底纸的宽度调节,要求纸张居中。全自动双面包覆生产线快盈lV500装纸时要注意纸张的纹路与滚筒垂直。接下来要调整胶水厚度,吸水量大的纸张,需要的胶水量多,反之,则少。另外底纸与表纸位置调整。底纸要以表纸的咬口和拉规为准,确定位置,不能超过。

全自动双面包覆生产线板材贴面机的实际操作及应用优势以做出产品的高质量和客户的方便使用为原则,产品效果好,节省人工。1.将链条传动进行升级实现了无间隙传动,保证了一致的线速度。2.数字化控制,辊与板材之间的距离实现了数字化自动控制升降。3.输送带传送代替传送辊,即使再薄的板材也能实现匀速传送。4.涂胶系统,两个电机分别调节,并且自动加胶,方便并且涂胶均匀。5.气胀轴上料,丝杠轴展料。


 快盈lV500 地址:广州市番禺区桥南街草河工业区北六路
快盈lV500 地址:广州市番禺区桥南街草河工业区北六路 快盈lV500 电话:020-22869830
快盈lV500 电话:020-22869830 邮箱:tg13928862099@139.com
邮箱:tg13928862099@139.com