
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

电 话:13928862099
联系人:郭小姐
邮 箱:tg13928862099@139.com
地 址:广州市番禺区桥南街草河工业区北六路
网 址:www.tiege.cn

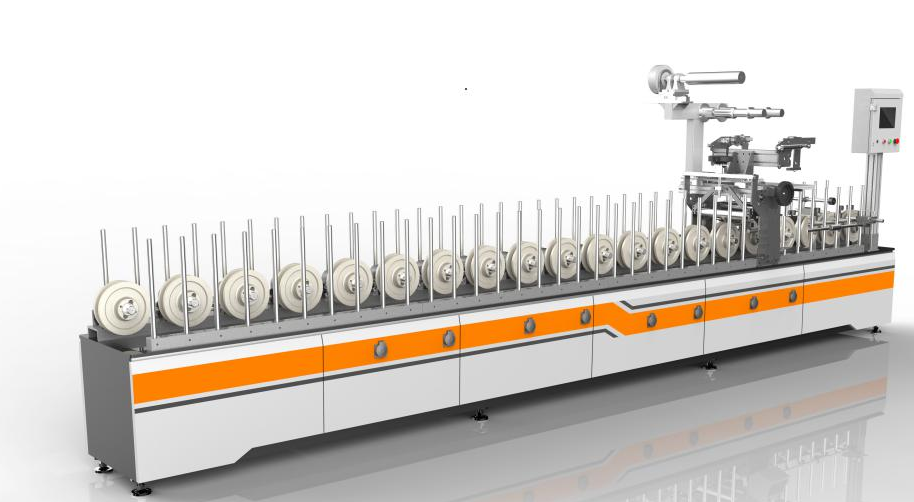
全自动多层板压贴生产线压轮的安装调整:根据型材表面轮廓安装调整小压轮,一般选择型材中心线或截面、轮廓主要曲线的最高点或最低点,沿型材轮廓线逐点过渡、碾压。使型材与膜片复合在一起。安装小压轮要使线条受力平衡,左右同时进行。上面有压轮,底部就必须安装承托轮,使线条上下左右受力平衡。否则会使线条接头处出现不实等现象。大平面,全自动多层板压贴生产线快盈lV500可用小压轮从中心逐渐向两边过渡碾压,在90°转角处需用小压轮3次逐渐转角。形状复杂的线条,小压轮需排列自然,不可强行成型。特别是装饰纸的贴覆,更应自然、流畅。

全自动多层板压贴生产线热裱的要求相对于冷裱就高了很多。首先较高的温度就要求机器具有较高的配置,热裱机的胶辊采用进口硅胶材质,耐高温、弹性好、老化周期较长、温控跟精准,超高质量胶辊增加预涂膜的受热时间,并且受热均衡,覆出来的膜平整光亮,无气泡和褶皱的现象,光膜的亮度更高,哑膜的颗粒感更加细腻。全自动多层板压贴生产线热裱机是把热裱膜通过加温后覆在被覆材质上的一款新型覆膜设备,也叫冷热裱一体机。随着时代的进步,一些老的冷裱工艺慢慢的被热裱所取代。但会有很多人有所顾虑冷裱和热裱有什么差距?热裱的效果又会怎样呢?美孚覆膜机,传统的冷裱机利用上下两根滚轴的机器,通过加压直接将有粘性的PVC膜黏贴在pp背胶、相纸、不干胶、灯箱片、油画布、灯布、泡沫板等广告材料上。

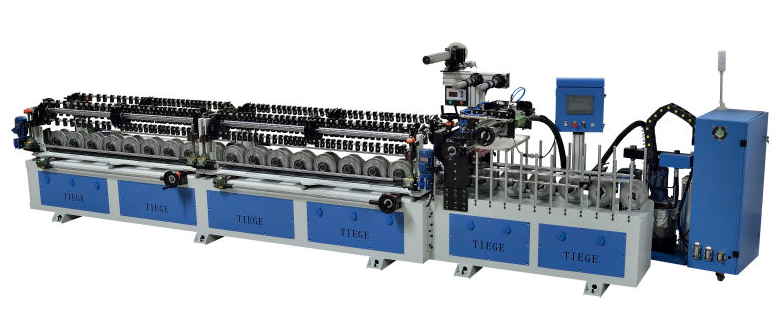
全自动多层板压贴生产线胶箱或辊涂系统的使用⑴、冷胶箱的操作方法: ①、胶箱的卸法:将胶箱平稳上抬,胶箱自然脱离平台。包覆机 ②、胶层厚度的调整:将胶箱两侧下部的升降螺栓转动即可调整胶层厚度。⑵、辊涂装置的使用:转动胶盒上的刮胶轴可调整涂胶层厚度。转动调节手柄,顺时针转动,胶层加厚;逆时针转动,胶层变薄。直到涂胶均匀。全自动多层板压贴生产线膜片安装与涂胶调整把裁好的膜片安装到挂膜轴上,调整好位置,把胶箱掀起,膜片经过上导膜辊,穿过胶箱底部缝隙,把胶加到胶箱里,拉开斜铁,距离稍窄于片宽度。调整胶盒前端两侧的螺丝,控制涂胶的厚度。涂胶的厚度根据胶的类型而定,一般每平方米用胶50-100克。
pvc贴面机的调整.pvc贴面机调节工作也是相当重要的,它能使我们的设备在运行前达到一个最佳状态,为生产打下良好的基础。全自动多层板压贴生产线首先要将表纸和底纸分别装上纸架,并进行表纸与底纸的宽度调节,要求纸张居中。装纸时要注意纸张的纹路与滚筒垂直。接下来要调整胶水厚度,吸水量大的纸张,需要的胶水量多,反之,则少。另外底纸与表纸位置调整。多层板压贴生产线操作底纸要以表纸的咬口和拉规为准,确定位置,不能超过。
全自动多层板压贴生产线就是将塑料薄膜涂上粘合剂,将其与以纸张为承印物的印刷品,经橡皮滚筒和加热滚筒加压后合在一起,形成纸塑合一的产品。为了保证其使用寿命及工作效率,那么一定要安装正确,所以有必要知道安装前的注意事项。下面,就请小编来为大家介绍一下。安装前,一定要充分了解覆膜机施工方案,并且要考虑到不利于覆膜机作业的各种因素,按照使用说明书进行安装。安装的时候,操作人员需要戴好安全帽,系好安全带,并将安全上的各注意点解说透彻。要准备好合适的工具、器械和水平仪等。支撑多层板压贴生产线的基础需要有足够的支撑力,并且水平高低差应小于25mm。一定要逐一检查将使用的部件,不要使用有缺陷的覆膜机部件,如脱焊、凹陷、弯曲、腐蚀等。以上就是对覆膜机安装前注意事项的相关介绍,希望大家有所了解。安装准确才可安全进行操作使用,避免发生故障,影响效率。


 地址:广州市番禺区桥南街草河工业区北六路
地址:广州市番禺区桥南街草河工业区北六路 快盈lV500 电话:020-22869830
快盈lV500 电话:020-22869830 快盈lV500 邮箱:tg13928862099@139.com
快盈lV500 邮箱:tg13928862099@139.com