
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

电 话:13928862099
联系人:郭小姐
邮 箱:tg13928862099@139.com
地 址:广州市番禺区桥南街草河工业区北六路
网 址:www.tiege.cn
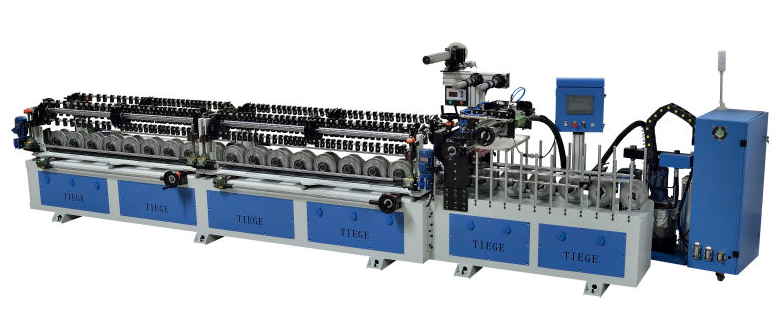
专业门芯平贴包覆机胶箱或辊涂系统的使用⑴、冷胶箱的操作方法: ①、胶箱的卸法:将胶箱平稳上抬,胶箱自然脱离平台。②、胶层厚度的调整:将胶箱两侧下部的升降螺栓转动即可调整胶层厚度。 ⑵、辊涂装置的使用:转动胶盒上的刮胶轴可调整涂胶层厚度。转动调节手柄,顺时针转动,胶层加厚;逆时针转动,胶层变薄。直到涂胶均匀。膜片安装与涂胶调整,把裁好的膜片安装到挂膜轴上,调整好位置,把胶箱掀起,膜片经过上导膜辊,穿过胶箱底部缝隙,把胶加到胶箱里,拉开斜铁,距离稍窄于膜片宽度。调整胶盒前端两侧的螺丝,控制涂胶的厚度。专业门芯平贴包覆机涂胶的厚度根据胶的类型而定,一般每平方米用胶50-100克。

专业门芯平贴包覆机首先要从施工现场来说,施工现场要保持干净整洁的环境,避免灰尘进入涂胶系统,造成涂胶质量下降,第一次使用两个月后,应该对减速机部件更换润滑油,以后每半年更换一次,如果工作量非常大的话也需要经常的更换,这个时间可以自己把握以下,大约是2-3个月。其次就是每次完成工作之后要把机器总电源断掉,一面造成不不要的麻烦,使用过程中如果出现零部件损坏的情况,要及时通知专业维修人员,以免耽误了最佳维修时期,不能自己盲目的拆卸,门芯平贴包覆机避免造成更严重的损坏。所以,在日常使用中的维护和保养非常重要,请大家一定要重视起来,这样要比花大笔的维修费可要划算的都呢。
专业门芯平贴包覆机厂家介绍包覆机的操作流程:1、打开主电源,给控制柜上电,双手控制桶体上升按钮,使包覆机运行到“+90o”加料位置。2、利用行车,根据工艺要求进行加料操作。3、双手控制桶体下降按钮,使包覆桶运行到“+25o”包覆位置,启动包覆机旋转工作按钮,使包覆桶旋转。 4、设定包覆机加热温度,控制包覆桶内壁温度≤65℃,启动加热,对包覆桶加热。 5、按照工艺规定,添加添加剂,进行绝缘包覆。 6、粉末完全烘干后,关闭加热电源,双手控制桶体下降按钮,使包覆桶运行到“-40o”卸料位置进行卸料,卸料时保持包覆桶旋转。 7、待桶体内壁温度≤40℃时,停止包覆桶旋转,关闭主电源等待下次操作。

专业门芯平贴包覆机的应用是较为广泛的,无论是包装还是印刷,产品的印后加工都少不了覆膜机的帮助。在覆膜机工作时,难免会遇到一些故障,下面,就让小编来为您介绍一下覆膜机常见的故障,以便操作人员及时发现,及时进行维护。1.机器不启动:输入电线不通,电源线接反,电压不够;2.温度测量不准确:热电偶、温控仪是否安装错误或是否损坏了;3.工作真空度上不来:气路不通,手阀或电磁阀没有关闭,真空泵电机皮带松动,真空表损坏。4.吸破现象:温度太高,加热时间太长,膜质量不好,没有加温。5.吸膜不到位:真空度不够,漏气,温度不够,膜太薄,工件贴过其他材料,工件的凹深超过膜的拉升,吸覆时间太短,膜没有拉升,工件距离太近。6.没到吸覆时膜向下拉升:电磁阀或手阀是否打开。7.覆出的工件表面有折和不光滑或角包不住:膜没有拉直,膜质量不好,工件打磨不好,胶水喷的太多,工件下面的模板太低。

一、专业门芯平贴包覆机工作原理:采用各种成型压轮,模拟手工贴面动作,将表面装饰材料贴附于基材表面,一般选择型材的中心线或最高点或者最低点作为起点,将压轮沿型材表面轮廓,逐点、顺次固定位置,形成型材轮廓的包络线。当型材按输送方向运动时,已涂胶的装饰材料经过压辊、成型轮的逐点碾压,实现二者的复合工作。 二、专业门芯平贴包覆机包覆材料:1、基材:木线条、中密度板、木塑、塑钢、PVC、铝型材等线条。基材要求:为规则线型材,可以有沟槽、曲面,但每一个点纵向必须为直线,有一定的耐压性,长度一般为40厘米以上至无限长。2、贴面材料:PVC装饰膜、装饰纸、实木皮、波音板、复合铝薄膜等。宽度根据基材需要和所选机型确定,一般为50厘米以下。 如300型万能包覆机最宽覆膜宽度为30厘米。一般成卷使用。

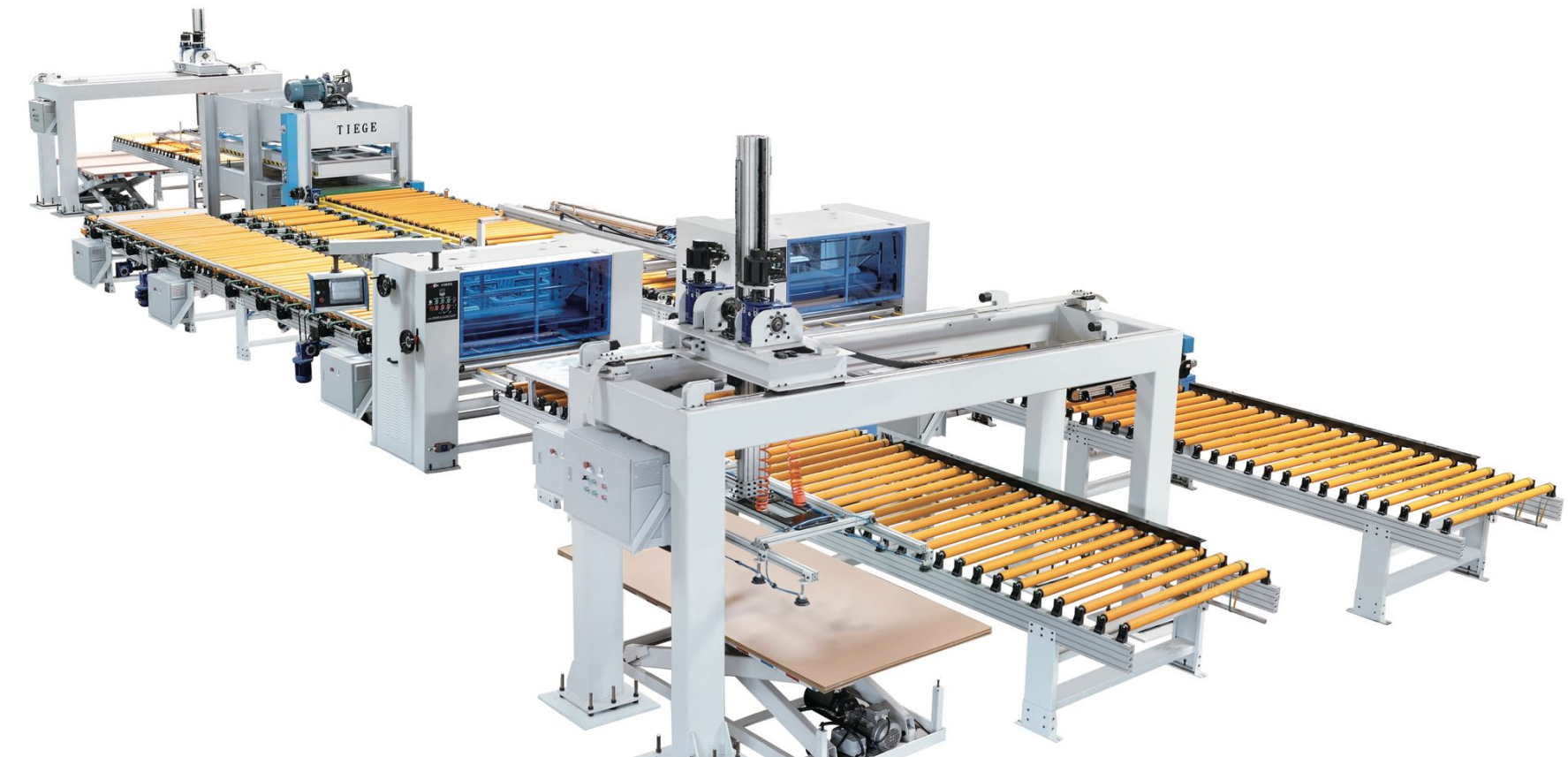
专业门芯平贴包覆机可以分为自动和半自动两种,工作工艺上都是按照放卷→上胶涂布→干燥→复合→分切→成品堆积等步骤进行。专业门芯平贴包覆机快盈lV500具体操作流程如下:第一步: 打开烘道、收料、排风的开关。同时可把应添加机油、黄油的部位按规定要求加注机油、黄油。第二步:检查纸张输送带前方小胶辊的间隙是否一致。第九步:打压力、送膜、切边。 两手根据印刷品的幅面,第三步:调规矩。松开规矩固定螺钉。同时向前推或向后推,保证纸张在输送带上的运行方向与热压辊筒保持垂直,平稳地进入复合热压机构,同时还要使塑料薄膜合适地压在印刷品上,既不虚膜又不跑边。温度是否符合工艺要求,第四步:检查机器。检查机器各部位运转是否正常。开关是否全开。一切正常后,才能进行压胶。迫使薄膜平稳地与涂胶辊接触,第五步:压胶。压胶是旋动压力装置。以保证胶液均匀连续地涂布在塑料薄膜上。第十四步:步收卷,检查复合质量。


 快盈lV500 地址:广州市番禺区桥南街草河工业区北六路
快盈lV500 地址:广州市番禺区桥南街草河工业区北六路 电话:020-22869830
电话:020-22869830 邮箱:tg13928862099@139.com
邮箱:tg13928862099@139.com