
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

电 话:13928862099
联系人:郭小姐
邮 箱:tg13928862099@139.com
地 址:广州市番禺区桥南街草河工业区北六路
网 址:www.tiege.cn
全自动双面包覆生产线快盈lV500厂家介绍包覆机的操作流程:1、打开主电源,给控制柜上电,双手控制桶体上升按钮,使包覆机运行到“+90o”加料位置。2、利用行车,根据工艺要求进行加料操作。3、双手控制桶体下降按钮,使包覆桶运行到“+25o”包覆位置,启动包覆机旋转工作按钮,使包覆桶旋转。 4、设定包覆机加热温度,控制包覆桶内壁温度≤65℃,启动加热,对包覆桶加热。 5、按照工艺规定,添加添加剂,进行绝缘包覆。 6、粉末完全烘干后,关闭加热电源,双手控制桶体下降按钮,使包覆桶运行到“-40o”卸料位置进行卸料,卸料时保持包覆桶旋转。 7、待桶体内壁温度≤40℃时,停止包覆桶旋转,关闭主电源等待下次操作。

全自动双面包覆生产线胶箱或辊涂系统的使用⑴、冷胶箱的操作方法: ①、胶箱的卸法:将胶箱平稳上抬,胶箱自然脱离平台。②、胶层厚度的调整:将胶箱两侧下部的升降螺栓转动即可调整胶层厚度。 ⑵、辊涂装置的使用:转动胶盒上的刮胶轴可调整涂胶层厚度。转动调节手柄,顺时针转动,胶层加厚;逆时针转动,胶层变薄。直到涂胶均匀。膜片安装与涂胶调整,把裁好的膜片安装到挂膜轴上,调整好位置,把胶箱掀起,膜片经过上导膜辊,穿过胶箱底部缝隙,把胶加到胶箱里,拉开斜铁,距离稍窄于膜片宽度。调整胶盒前端两侧的螺丝,控制涂胶的厚度。全自动双面包覆生产线涂胶的厚度根据胶的类型而定,一般每平方米用胶50-100克。

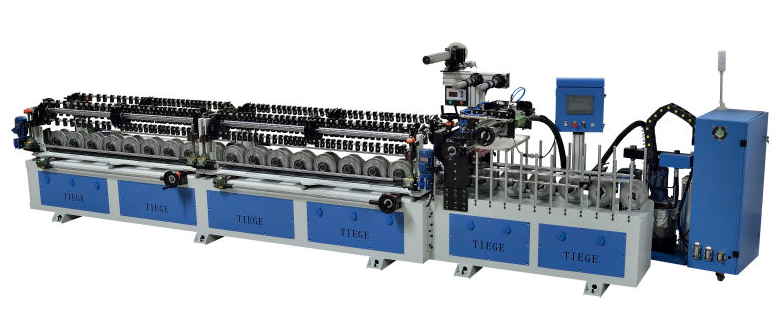
全自动双面包覆生产线在安装好后是需要调试的,对于包覆机安装后调试的方法,应该注意什么,以及包覆机在调试的过程中应该注意什么,下面看看包覆机厂家教您的方法:1、型材定位:取一根制作好的型材,要求:不能弯曲或有扭曲现象,放到床身输送轮上,根据型材宽度、形状及包覆的要求,调整两排输送轮之间的距离;调整靠尺和平台的宽度和高度,使之适合型材的包覆要求;安装两边导向轮,使型材与输送轮运动方向平行。2、压轮的安装调整:根据型材表面轮廓安装调整小压轮,一般选择型材中心线或截面、轮廓主要曲线的最高点或最低点,沿型材轮廓线逐点过渡、碾压。全自动双面包覆生产线快盈lV500使型材与膜片复合在一起。安装小压轮要使线条受力平衡,左右同时进行。上面有压轮,底部就必须安装承托轮,使线条上下左右受力平衡。否则会使线条接头处出现不实等现象。大平面,可用小压轮从中心逐渐向两边过渡碾压,在90°转角处需用小压轮3次逐渐转角。形状复杂的线条,小压轮需排列自然,不可强行成型。特别是装饰纸的贴覆,更应自然、流畅。

全自动双面包覆生产线压轮的安装调整:根据型材表面轮廓安装调整小压轮,一般选择型材中心线或截面、轮廓主要曲线的最高点或最低点,沿型材轮廓线逐点过渡、碾压。使型材与膜片复合在一起。安装小压轮要使线条受力平衡,左右同时进行。上面有压轮,底部就必须安装承托轮,使线条上下左右受力平衡。否则会使线条接头处出现不实等现象。大平面,全自动双面包覆生产线快盈lV500可用小压轮从中心逐渐向两边过渡碾压,在90°转角处需用小压轮3次逐渐转角。形状复杂的线条,小压轮需排列自然,不可强行成型。特别是装饰纸的贴覆,更应自然、流畅。


 快盈lV500 地址:广州市番禺区桥南街草河工业区北六路
快盈lV500 地址:广州市番禺区桥南街草河工业区北六路 快盈lV500 电话:020-22869830
快盈lV500 电话:020-22869830 邮箱:tg13928862099@139.com
邮箱:tg13928862099@139.com