
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

电 话:13928862099
联系人:郭小姐
邮 箱:tg13928862099@139.com
地 址:广州市番禺区桥南街草河工业区北六路
网 址:www.tiege.cn

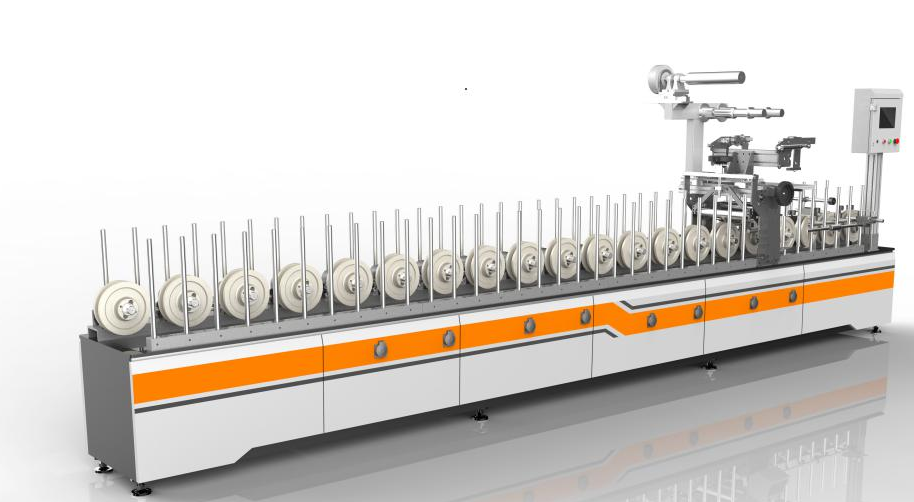
一、全自动多层板压贴生产线工作原理:采用各种成型压轮,模拟手工贴面动作,将表面装饰材料贴附于基材表面,一般选择型材的中心线或最高点或者最低点作为起点,将压轮沿型材表面轮廓,逐点、顺次固定位置,形成型材轮廓的包络线。当型材按输送方向运动时,已涂胶的装饰材料经过压辊、成型轮的逐点碾压,实现二者的复合工作。 二、全自动多层板压贴生产线快盈lV500包覆材料:1、基材:木线条、中密度板、木塑、塑钢、PVC、铝型材等线条。基材要求:为规则线型材,可以有沟槽、曲面,但每一个点纵向必须为直线,有一定的耐压性,长度一般为40厘米以上至无限长。2、贴面材料:PVC装饰膜、装饰纸、实木皮、波音板、复合铝薄膜等。宽度根据基材需要和所选机型确定,一般为50厘米以下。 如300型万能包覆机最宽覆膜宽度为30厘米。一般成卷使用。
pvc贴面机的调整.pvc贴面机调节工作也是相当重要的,它能使我们的设备在运行前达到一个最佳状态,为生产打下良好的基础。全自动多层板压贴生产线首先要将表纸和底纸分别装上纸架,并进行表纸与底纸的宽度调节,要求纸张居中。装纸时要注意纸张的纹路与滚筒垂直。接下来要调整胶水厚度,吸水量大的纸张,需要的胶水量多,反之,则少。另外底纸与表纸位置调整。多层板压贴生产线报价底纸要以表纸的咬口和拉规为准,确定位置,不能超过。

全自动多层板压贴生产线快盈lV500的应用是较为广泛的,无论是包装还是印刷,产品的印后加工都少不了覆膜机的帮助。在覆膜机工作时,难免会遇到一些故障,下面,就让小编来为您介绍一下覆膜机常见的故障,以便操作人员及时发现,及时进行维护。1.机器不启动:输入电线不通,电源线接反,电压不够;2.温度测量不准确:热电偶、温控仪是否安装错误或是否损坏了;3.工作真空度上不来:气路不通,手阀或电磁阀没有关闭,真空泵电机皮带松动,真空表损坏。4.吸破现象:温度太高,加热时间太长,膜质量不好,没有加温。5.吸膜不到位:真空度不够,漏气,温度不够,膜太薄,工件贴过其他材料,工件的凹深超过膜的拉升,吸覆时间太短,膜没有拉升,工件距离太近。6.没到吸覆时膜向下拉升:电磁阀或手阀是否打开。7.覆出的工件表面有折和不光滑或角包不住:膜没有拉直,膜质量不好,工件打磨不好,胶水喷的太多,工件下面的模板太低。

全自动多层板压贴生产线就是将塑料薄膜涂上粘合剂,将其与以纸张为承印物的印刷品,经橡皮滚筒和加热滚筒加压后合在一起,形成纸塑合一的产品。为了保证其使用寿命及工作效率,那么一定要安装正确,所以有必要知道安装前的注意事项。下面,就请小编来为大家介绍一下。安装前,一定要充分了解覆膜机施工方案,并且要考虑到不利于覆膜机作业的各种因素,按照使用说明书进行安装。安装的时候,操作人员需要戴好安全帽,系好安全带,并将安全上的各注意点解说透彻。要准备好合适的工具、器械和水平仪等。支撑多层板压贴生产线快盈lV500的基础需要有足够的支撑力,并且水平高低差应小于25mm。一定要逐一检查将使用的部件,不要使用有缺陷的覆膜机部件,如脱焊、凹陷、弯曲、腐蚀等。以上就是对覆膜机安装前注意事项的相关介绍,希望大家有所了解。安装准确才可安全进行操作使用,避免发生故障,影响效率。

全自动多层板压贴生产线在安装好后是需要调试的,对于包覆机安装后调试的方法,应该注意什么,以及包覆机在调试的过程中应该注意什么,下面看看包覆机厂家教您的方法:1、型材定位:取一根制作好的型材,要求:不能弯曲或有扭曲现象,放到床身输送轮上,根据型材宽度、形状及包覆的要求,调整两排输送轮之间的距离;调整靠尺和平台的宽度和高度,使之适合型材的包覆要求;安装两边导向轮,使型材与输送轮运动方向平行。2、压轮的安装调整:根据型材表面轮廓安装调整小压轮,一般选择型材中心线或截面、轮廓主要曲线的最高点或最低点,沿型材轮廓线逐点过渡、碾压。全自动多层板压贴生产线使型材与膜片复合在一起。安装小压轮要使线条受力平衡,左右同时进行。上面有压轮,底部就必须安装承托轮,使线条上下左右受力平衡。否则会使线条接头处出现不实等现象。大平面,可用小压轮从中心逐渐向两边过渡碾压,在90°转角处需用小压轮3次逐渐转角。形状复杂的线条,小压轮需排列自然,不可强行成型。特别是装饰纸的贴覆,更应自然、流畅。


 地址:广州市番禺区桥南街草河工业区北六路
地址:广州市番禺区桥南街草河工业区北六路 快盈lV500 电话:020-22869830
快盈lV500 电话:020-22869830 邮箱:tg13928862099@139.com
邮箱:tg13928862099@139.com