
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

电 话:13928862099
联系人:郭小姐
邮 箱:tg13928862099@139.com
地 址:广州市番禺区桥南街草河工业区北六路
网 址:www.tiege.cn

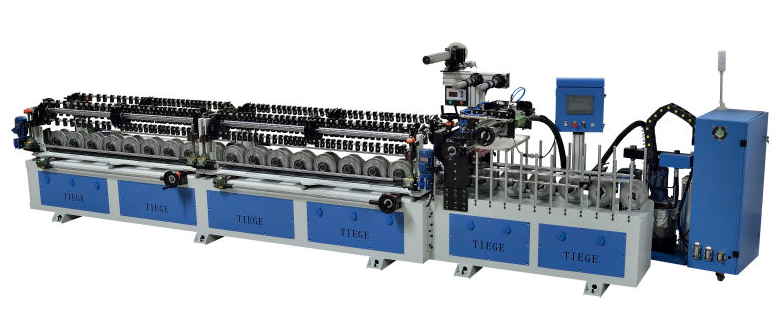
全自动双面包覆生产线在覆膜时膜的用量主要和操作水平有关系,因此一般建议:1.待施工产品必须平直。对有“荷叶边”和“紧边”现象的不平直纸张要进行处理。“荷叶边”纸张可以进行烘烤处理,“紧边”纸张可以进行吊晾处理。2.一定要等印迹干透后方可覆膜,否则会造成起泡或拉毛现象。3.印刷时尽量少喷粉,否则会造成堆粉处发空起泡。在覆膜前应把喷粉处理掉,印数多的可以进行吊晾去粉,印数少的可以进行人工擦拭。4.覆膜时还应注意纸张丝缕方向,特别是厚纸,减少纸张因受到碾轧拉伸而产生卷曲的现象。

全自动双面包覆生产线快盈lV500便是将塑料薄膜涂上粘合剂,将其与以纸张为承印物的印刷品,经橡皮滚筒和加热滚筒加压后合在一同,组成纸塑合一的产物。颠末复膜的印刷品,由于外表多了一层薄而透明的塑料薄膜,外表愈加腻滑光明,不光前进了印刷品的光芒度和牢度,延伸了印刷品的运用寿命,同时塑料薄膜又起到防水、防污、耐磨、耐折、耐化学腐化等维护作用。1、包覆机应常常查抄胶辊上有否粘有胶皮、油垢,实时擦洗辊上的胶迹和尘土。包管两滚的外表干净光明。各辊外表必须严肃对峙清洁。每次运用完呆板后,务必立即洗濯呆板。酒精或二甲苯冲涤及用柔软的毛巾揩擦各辊,严禁用锐器刮削滚筒外表。每次开机时,还是要擦净各辊外表尘土。并查抄呆板各辊的外表可否光明,呆板出现弊端或非常声响,应实时分析查找缘由并给于打扫,待呆板统统正常火线可继承运用呆板。

全自动双面包覆生产线为了个人安全,也为了产品安全,大家在使用任何产品时都应按正确的方法规程去操作,以免造成不必要的事故发生。全自动双面包覆生产线快盈lV500在这里说一下正确操作真空覆膜机的要点。首先要确保压料装置各转动部位无损坏,要经常清洁工作台无灰尘,把必需的物品准备充足,如产品垫板。要不定时的调整膜的温度,开动加热罩时要保证压料架是锁紧的,导轨上及周围严禁有物件,人员的手要离开。覆膜机工作时严禁周围站人,若发现机器异常发出声音时应立即关闭电源,不能随意拆卸安全罩类的防护物品,最后工作结束后要关闭电源。
全自动双面包覆生产线厂家介绍包覆机的操作流程:1、打开主电源,给控制柜上电,双手控制桶体上升按钮,使包覆机运行到“+90o”加料位置。2、利用行车,根据工艺要求进行加料操作。3、双手控制桶体下降按钮,使包覆桶运行到“+25o”包覆位置,启动包覆机旋转工作按钮,使包覆桶旋转。 4、设定包覆机加热温度,控制包覆桶内壁温度≤65℃,启动加热,对包覆桶加热。 5、按照工艺规定,添加添加剂,进行绝缘包覆。 6、粉末完全烘干后,关闭加热电源,双手控制桶体下降按钮,使包覆桶运行到“-40o”卸料位置进行卸料,卸料时保持包覆桶旋转。 7、待桶体内壁温度≤40℃时,停止包覆桶旋转,关闭主电源等待下次操作。

全自动双面包覆生产线在安装好后是需要调试的,对于包覆机安装后调试的方法,应该注意什么,以及包覆机在调试的过程中应该注意什么,下面看看包覆机厂家教您的方法:1、型材定位:取一根制作好的型材,要求:不能弯曲或有扭曲现象,放到床身输送轮上,根据型材宽度、形状及包覆的要求,调整两排输送轮之间的距离;调整靠尺和平台的宽度和高度,使之适合型材的包覆要求;安装两边导向轮,使型材与输送轮运动方向平行。2、压轮的安装调整:根据型材表面轮廓安装调整小压轮,一般选择型材中心线或截面、轮廓主要曲线的最高点或最低点,沿型材轮廓线逐点过渡、碾压。全自动双面包覆生产线使型材与膜片复合在一起。安装小压轮要使线条受力平衡,左右同时进行。上面有压轮,底部就必须安装承托轮,使线条上下左右受力平衡。否则会使线条接头处出现不实等现象。大平面,可用小压轮从中心逐渐向两边过渡碾压,在90°转角处需用小压轮3次逐渐转角。形状复杂的线条,小压轮需排列自然,不可强行成型。特别是装饰纸的贴覆,更应自然、流畅。

全自动双面包覆生产线1:两个工作台面工作时可循环利用,工作效率比单机提高至少一倍,并大量节约成本。2:用途广泛可适用材料:木皮,热转印纸,PVC膜等。包覆机厂家。3:加热系统使用大功率特殊材料使加热更快更均匀,配备两个真空打气泵,让工件吸覆更到位!完全取代高价位的正负压吸塑机!节约成本(正负压吸塑机必须用硅胶板,一张好的硅胶板价格都在三千以上,且易损坏):全自动双面包覆生产线操作单一,电路附带报警系统,新手也可以快速上手操作,将技术难度降至最低。青岛包覆机。


 快盈lV500 地址:广州市番禺区桥南街草河工业区北六路
快盈lV500 地址:广州市番禺区桥南街草河工业区北六路 电话:020-22869830
电话:020-22869830 快盈lV500 邮箱:tg13928862099@139.com
快盈lV500 邮箱:tg13928862099@139.com