
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

电 话:13928862099
联系人:郭小姐
邮 箱:tg13928862099@139.com
地 址:广州市番禺区桥南街草河工业区北六路
网 址:www.tiege.cn

多层板压贴生产线厂家的使用让我们的生活环境得到提高。更是提高了生活水平。那么对于包覆机的使用你了解多少那?包覆机怎么进行贴覆方法。首先需要了解的就是包覆机具有的功能:一、包覆桶。二、加热装置。三、驱动装置。四、电气控制。专业多层板压贴生产线用于对金属磁粉绝缘包覆。在使用过程中,操作人员必须遵循如下操作规程,正确操作包覆机。包覆机的组成功能介绍如下:一、包覆桶,装载金属磁粉、添加剂。对金属磁粉、添加剂加热、绝缘包覆。二、加热装置,对包覆桶辐射加热。三、驱动装置,方面驱动包覆桶旋转,对金属磁粉绝缘包覆;另一方面驱动包覆桶摆动,控制包覆桶的工作状态,即加料位置、包覆位置、卸料位置。四、电气控制,控制包覆机的加热、桶体旋转、工作状态。
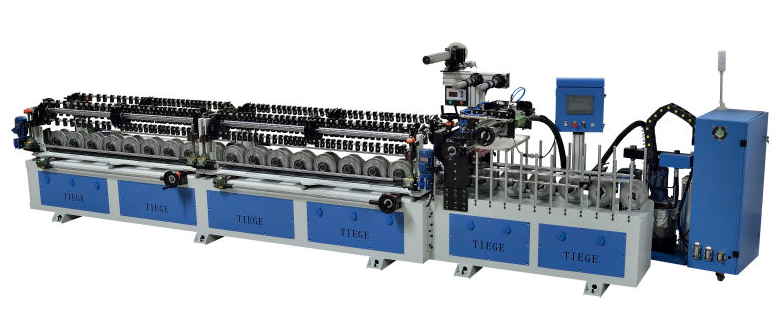
福建多层板压贴生产线1.所有上压辊采用气动升降及过板厚度数显控制仪,便于调整过板厚度及保证足够的压力且前后压力一致,适用于不同厚度的面材、基材。2.合适的防尘外罩及除静电装置,有效除尘及防止二次污染,提高了产品质量。3.人性化的供胶系统,使涂胶有了可靠的保证,该系统主要部件隔膜泵是用压缩空气作为动力非常环保。4.采用红外线加热烘干系统,铝合金外罩大方美观、保温节能,配有智能温控仪,保证了温度的恒定,使胶达到一定的粘性,使贴覆粘接更牢固,保证了产品的质量,提高了生产效率。5.气涨轴夹料系统,使原料装夹快捷牢固;电磁涨紧系统,可方便快捷控制张力大小;卷膜侧移系统,可在不停机的情况下使卷膜侧移,有效矫正膜偏起皱现象;电动上料系统,省力、方便、快捷,节约生产成本。专业多层板压贴生产线6.独有的无级调速功能,生产效率大大高于同类产品。

专业多层板压贴生产线在操作前需要对各个环节进行检查,尤其是油位是否加够。而正式开始操作后,每一步都有详细的技术指标和要求。尽管在粗糙的操作方法下,包覆机也能勉强运转,但是长期以往很容易造成故障。用户在购买包覆机后,需要对操作人员进行专门的培训和考核。为了避免包覆机发生火灾及其他工伤事故,用户还需要制定详细的防范规则和应急措施。随着消费市场的成熟,包覆机的发展也将面临更广泛的领域。前者采用的是溶剂型和水性胶,后者采用的是固体胶。也有为了满足大型建筑装修公司的需要,而特意推出的两种胶混合使用的包覆机。这几种包覆机的功能一致,都需要在清洁的工作环境当中操作运行,以防污染机器零件,同时定期涂抹润滑油,保证机器的在不同季节下进行工作。

专业多层板压贴生产线在安装好后是需要调试的,对于包覆机安装后调试的方法,应该注意什么,以及包覆机在调试的过程中应该注意什么,下面看看包覆机厂家教您的方法:1、型材定位:取一根制作好的型材,要求:不能弯曲或有扭曲现象,放到床身输送轮上,根据型材宽度、形状及包覆的要求,调整两排输送轮之间的距离;调整靠尺和平台的宽度和高度,使之适合型材的包覆要求;安装两边导向轮,使型材与输送轮运动方向平行。2、压轮的安装调整:根据型材表面轮廓安装调整小压轮,一般选择型材中心线或截面、轮廓主要曲线的最高点或最低点,沿型材轮廓线逐点过渡、碾压。专业多层板压贴生产线快盈lV500使型材与膜片复合在一起。安装小压轮要使线条受力平衡,左右同时进行。上面有压轮,底部就必须安装承托轮,使线条上下左右受力平衡。否则会使线条接头处出现不实等现象。大平面,可用小压轮从中心逐渐向两边过渡碾压,在90°转角处需用小压轮3次逐渐转角。形状复杂的线条,小压轮需排列自然,不可强行成型。特别是装饰纸的贴覆,更应自然、流畅。

专业多层板压贴生产线厂家介绍包覆机的操作流程:1、打开主电源,给控制柜上电,双手控制桶体上升按钮,使包覆机运行到“+90o”加料位置。2、利用行车,根据工艺要求进行加料操作。3、双手控制桶体下降按钮,使包覆桶运行到“+25o”包覆位置,启动包覆机旋转工作按钮,使包覆桶旋转。 4、设定包覆机加热温度,控制包覆桶内壁温度≤65℃,启动加热,对包覆桶加热。 5、按照工艺规定,添加添加剂,进行绝缘包覆。 6、粉末完全烘干后,关闭加热电源,双手控制桶体下降按钮,使包覆桶运行到“-40o”卸料位置进行卸料,卸料时保持包覆桶旋转。 7、待桶体内壁温度≤40℃时,停止包覆桶旋转,关闭主电源等待下次操作。


 快盈lV500 地址:广州市番禺区桥南街草河工业区北六路
快盈lV500 地址:广州市番禺区桥南街草河工业区北六路 电话:020-22869830
电话:020-22869830 快盈lV500 邮箱:tg13928862099@139.com
快盈lV500 邮箱:tg13928862099@139.com